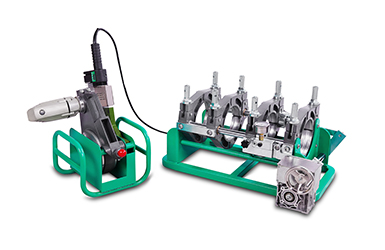
The manually operated butt fusion machine is featured by easy use, lightweight and quick operation.

RIYANG FUSION MANUFACTURING LIMITED
 Manual Butt Fusion MachinesLearn More
Manual Butt Fusion MachinesLearn More Hydraulic Butt Fusion MachinesLearn More
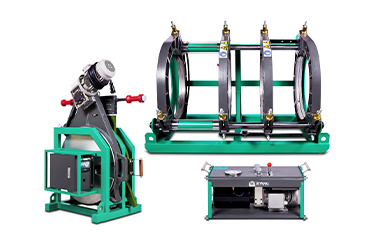
Hydraulic Butt Fusion MachinesLearn MoreThe hydraulically operated butt fusion machine is featured by robust, compact and rugged reliability.
 Automatic Butt Fusion MachinesLearn More
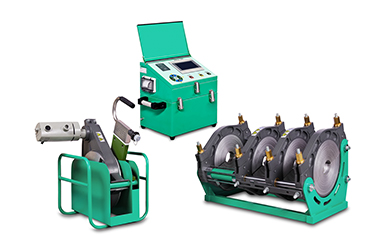
Automatic Butt Fusion MachinesLearn MoreIt is featured by PLC touch screen, user-friendly RFID access and Servo motor powered station.
 Welding Data LoggersLearn More
Welding Data LoggersLearn MoreRiyang's data logger, also called PEWELDBANK, helps you accurately tack your poly welding processes.
 Fitting Fabrication MachinesLearn More
Fitting Fabrication MachinesLearn MoreIt is used to fabricate fittings by jointing pipe segments, like elbow, tee, and wye.
 Saddle Fusion MachinesLearn More
Saddle Fusion MachinesLearn MoreIt is used to fabricate reduced fittings by jointing main pipe and branch pipe.
 Pipe Band SawsLearn More
Pipe Band SawsLearn MoreIt is desighed as workshop machine to make angular cut, ranges from 0° to 67.5°.

 Electrofusion Machine FORCEMAX30-3K5 20MM-315MMLearn More
Electrofusion Machine FORCEMAX30-3K5 20MM-315MMLearn MoreElectrofusion Machine FORCEMAX30-3K5 is a connecting device used for polythene pressure, non-pressure pipe electrofusion.
 Hot Air Hand ToolsLearn More
Hot Air Hand ToolsLearn MoreVersatility, rugged reliability, handiness are the key features of the hot air hand tools.
 Extrusion WeldersLearn More
Extrusion WeldersLearn MoreErgonomic design with comfortable grip handle, a multifunctional display screen with temperature and air volume adjustable.
 Geomembrane WeldersLearn More
Geomembrane WeldersLearn MoreGeomembrane welders are used worldwide, especially to meet the demands of landfill sites, mines, and tunnels.
 Roof WeldersLearn More
Roof WeldersLearn MorePolymer roofing membranes can be welded by roof welder, which is a necessary tool for roofing construction.
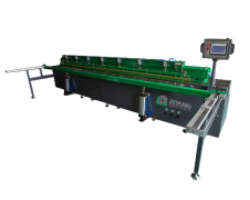 Plastic Sheet Butt Fusion & Bending Welding Machine RPZ Series | RIYANG STORELearn More
Plastic Sheet Butt Fusion & Bending Welding Machine RPZ Series | RIYANG STORELearn MorePlastic Sheet Butt Fusion & Bending Welding Machine RPZ Series is applied for manufacturing water tanks and containers, plastic devices etc.
 Plastic Sheet Butt Welding Machine RPH SeriesLearn More
Plastic Sheet Butt Welding Machine RPH SeriesLearn MoreThe Plastic Sheet Butt Welding Machine RPH Series is applied for manufacturing water tanks and containers, plastic devices etc.
 Plastic Sheet Bend Welding Machine RZW Series | RIYANG STORELearn More
Plastic Sheet Bend Welding Machine RZW Series | RIYANG STORELearn MoreThe Plastic Sheet Bend Welding Machine RZW Series is applied for making water tanks and containers, plastic devices, etc.
 Socket Welder RRQ-32Learn More
Socket Welder RRQ-32Learn MorePortable socket fusion tool RRQ-32 is used for PP-R, PE pipes, and fittings.
 Socket Welder RRQ-63Learn More
Socket Welder RRQ-63Learn MorePortable socket fusion tool RRQ-63 is used for PP-R, PE pipes, and fittings.
 Socket Welder RRQ-110Learn More
Socket Welder RRQ-110Learn MorePortable socket fusion tool RRQ-110 is used for PP-R, PE pipes, and fittings.
 Socket Welder DRRQ-110Learn More
Socket Welder DRRQ-110Learn MoreA portable socket fusion tool with digital display DRRQ-110 is used for PP-R, PE pipes, and fittings.
 Pipe Roller SupportLearn More
Pipe Roller SupportLearn MoreIt is used to support the pipes for better alignment and meanwhile reduce the dragging pressure.
 Pipe PeelerLearn More
Pipe PeelerLearn MoreIt is always a good tool to remove the oxidized material on the pipe surface before electrofusion welding.
 DebeadersLearn More
DebeadersLearn MoreIt is used to remove the bead as special requirements. Manually operated mechanical tool with features is easy use.
 Squeeze ToolsLearn More
Squeeze ToolsLearn MoreRiyang offers a wide range of squeeze tools to help your service job. Manual and hydraulic models could be available.




FUSION PRODUCTS

Butt Fusion Machine
Compact, Lightweight, And Rugged Machine Designed To Butt Fuse Pipes To Pipes And Fittings.

Fitting Fabrication Machine
Applied to cutting pipes at different angle and fabricate a variety of plastic fitting.

Sheet Butt Welding Machine
Suitable for welding thermoplastic sheets made of HDPE, PP, PVC, PVDF.

Socket Fusion Machine
It could be used to socket weld thermoplastic pipes made of HDPE, PVDF, PP, and PPR.

Electrofusion Machine
Electrofusion machine is applied to electro fuse the fittings with plastic pipes.

Welding Tools
Pipe welding tools are usually requested when doing butt welding or electrofusion welding.

Plastic Welding Machine
A variety of plastic welding machines are applied to weld materials, like HDPE, PP, PVDF, PVC, LDPE, etc,
What We Do
Since 2010, Specialized in Sales and Manufacture of Pipe Fusion Equipments Only
Riyang fusion machine is known for its excellent of engineering, ease of use and the ability to survive in the toughest conditions. Over the years, we have been continuously improving the details and quality of the machine. Before delivery, each machine must pass the "CTBD" inspection process, and all products are designed and manufactured in accordance with international standards and directives (ISO). Many of the original machines are still running in the field.
8 ReasonsPARTNER WITH RIYANG

Each machine fully verified in prior delivery
Continuous developing innovative products
Customized machines available
Professional welding guidance available
Efficient and professional pre-sales service
Claim will be responded within 24hours
Continuous integrating and improving top supply chain network
Priority in cooperating with local professional distributor and supply immediate service

V315 90MM-315MM (3"IPS - 10" IPS)
Robust, durable and stable performance
Small footprint
2 years warranty
V630 315MM-630MM (12"IPS - 24" IPS)
High strength, refined workmanship
Stable power, accurate temperature distribution
2 years warranty
V315CNC 90MM-315MM (3"IPS - 10" IPS)
Robust, durable and stable performance
CNC operation, user-friendly
2 years warranty
V160M PLUS 50MM-160MM (2"IPS - 6"IPS)
Comact and lightweight
Precise pressure indication
Easy and quick operation
2-years warranty

DOLPHIN 355 50MM-355MM (2"IPS - 14" IPS)
Detachable, robust
Support height adjustable
RIYANG patented

PEWELDBANK Could suit with all RIYANG butt fusion machines
Versatile - runs on Apple and Android Devices
Powerful weld verification
Multiple report layouts





Q&A丨COMPANY
- How could we select the right equipment for our project?
- Riyang could offer a variety of pipe fusion machine size up to 3000mm O.D. And each machine has the model number that indicates the maximum pipe size it can fuse. For example, butt fusion machine V630 could fuse maximum pipe 630mm O.D., and from the specification chart, you could always find the minimum size it can fuse. If you have specific requirements for your projects, please consult with Riyang sales.
- How long should it take to make a fusion joint?
- Time needed to make a fusion joint depends on the welding norms, pipe material, pipe diameter, pipe wall thickness and operator experiences.
- How much temperature on the heater surface needed to butt fuse the pipes?
- It varies depending on the pipe material and welding norms. Please consult the pipe manufacturer`s recommended parameters.
- Why the heater surface temperature is different from that shown on the digital temperature control?
- The digital temperature control indicates the internal temperature of heater. Some heat is lost on the transfer of heat to heater surface. In this case, it is better to use a thermometer to check the surface temperature of the heater. Use this as reference to monitor the heater temperature during the fusion process.
- How much material should be faced from the pipe end before melting?
- You could continue facing the pipe ends before the continuous and even chip comes out from the both pipe ends.
- What should we do after facing the pipe ends?
- You should always remember to remove all shavings from the fusion area and wipe the pipe ends with a clean and non-synthetic cloth.
Q&A丨FUSION
- How could we calculate the soaking time?
- The proper soaking time varies depending on the pipe material, pipe diameter and wall thickness. You could always find the soaking time from Riyang operation manual for polyethylene welding machine.
- How could we calculate the cooling time?
- The proper cooling time varies depending on the pipe material, pipe diameter and wall thickness. You could always find the cooling time from Riyang operation manual for polyethylene welding machine.
- After welding, could we lay down the jointed pipes on the ground for cooling process?
- You are not allowed to lay down the jointed pipes on the ground after fusion welding. The jointed pipe should stay in the machine with/without pressure (according to different welding norms) until the cooling time ends.
- What is the power needed for Riyang pipe fusion equipment?
- When using a generator, the power recommended by Riyang is 1.5times as that of the pipe fusion machine. The machine`s power is displayed on the specification label on the top of hydraulic station.
- If the pipes are not properly aligned, what should we do?
- Before butt welding, the pipe ends must be rounded and aligned. A pipe roller support will give more helps in alignment and reduce the drag pressure. When the mismatch of the pipe walls is still out of local regulation, please adjust the clamping jaws by tightening down the high side until the pipe ends are even.
- What is the “drag pressure”?
- Drag pressure is the pressure to overcome the friction during machine carriage movement. It should e added to the total fusion pressure.
- How could we measure the “drag pressure”?
- You are always requested to measure the drag pressure with pipes stayed in the machine. Simply speaking, completely open the machine carriage, zero the pressure in the hydraulic system, close the pressure relief valve, then push the direction lever to maximum and gradually rotate the pressure regulated valve in a clockwise way until the machine carriage gets in motion. The current pressure shown on the gauge is the drag pressure. For more details, please refer to Riyang operation manual for butt fusion machine.
SPEAK TO AN EXPERT NOW
Do you need the help of a fusion machine? Contact us now?
- *Name
- *Tel
- *Title
- *Content

Riyang fusion machine has been applied to more than 60 countries and regions in the fields of polyethylene pipe manufacturers, gas construction projects, irrigation projects, mining and civil installations, etc.MORE
SPEAK TO AN EXPERT NOW
Do you need the help of a fusion machine? Contact us now?
- *Name
- *Tel
- *Title
- *Content